Deep Hole Drilling
Nose Grinds








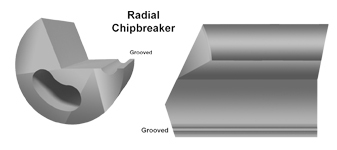
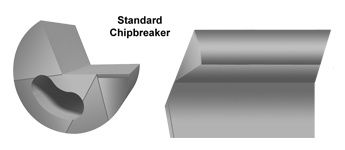
Chip Breakers
Determining Time To Re-grind
Contours
